금속 가공에서 올바른 성형 장비를 선택하는 것은 효율성뿐만 아니라 부품 정밀도, 재료 무결성 및 장기적인 프로젝트 비용에 직접적인 영향을 미칩니다.소형 맞춤형 브래킷 제조 (호미) 또는 대량 생산 자동차 섀시 구성 요소 (산업용) 에 관계없이, 프로젝트의 기술적 요구 사항 (재료, 형상, 볼륨) 및 운영 제약 (예산, 공간, 기술 수준) 에 적합한 도구가 있습니다.이 가이드는 핵심 범주, 선택 기준 및 정보에 입각한 의사 결정을 보장하기 위해 응용 프로그램별 권장 사항을 다루는 성형 장비 평가에 대한 구조화된 기술적 프레임워크를 제공합니다.
1.기초 컨텍스트: 금속 성형 공정 및 장비 정렬
장비를 선택하기 전에 프로젝트의 성형 프로세스를 올바른 도구에 매핑하는 것이 중요합니다.금속 성형은 가소성 변형 (재료 제거 없음) 에 의존하며 가공소재 유형 (시트, 와이어, 빌렛) 및 변형 방법에 따라 분류됩니다.아래는 핵심 프로세스 및 관련 장비의 상세내역입니다.
| 형성 공정| 정의 (definition)| 주요 장비 유형|
|-----------------------|-----------------------------------------------------------------------------|-------------------------------------------------------------------------------------|
| 판금 절곡| 평평한 금속 판 (두께 0. 1 - 6 mm) 을 선형 축을 따라 변형하여 각도 (90 °, 135 °) 또는 반지름을 만듭니다. | 브레이크 (수동 / 공압 / 유압), 접이식 기계, 손 바느질 기계. |
| 판금 성형| 시트를 3 D 형상으로 모양으로 지정하는 경우 (예:구부러진 패널, 엔클로저) 를 신축 / 압축으로 사용합니다. | 롤 형성기, 진공 형성기, 공압 형성기. |
| 무거운 Duty Forging| 고압축력 (핫 / 차가운) 을 통해 두꺼운 게이지 금속 (25 - 100 + mm: 비틀, 막대) 을 형성합니다. | 유압 압력, 전력 망치 (기계 / 유압), 위조 압력. |
| 와이어 / 막대 형성| 얇은 금속 와이어 / 로드 (0. 5 - 20 mm 직경) 를 코일, 패스너 또는 복잡한 모양으로 구부리거나 그립니다. | 와이어 굽힘 기계, 드로잉 벤치, 스프링 포머. |
성형 장비는 규모, 전원 및 전문 분야별로 그룹화됩니다.다음은 가장 일반적인 유형의 상세한 분석이며, 기술 사양 및 응용 프로그램 적합성에 중점을 둡니다.
2.1 Hand & Bench - Top Forming Tools (소규모 / DIY 프로젝트)
얇은 금속 (0. 1 - 3 mm) 과 함께 소용량 (1 - 100 부품) 의 복잡한 작업에 적합합니다.취미가, 작은 작업장, 또는 현장 수리에 이상적입니다.
| 도구 유형| 기술 사양| 이상적인 응용 프로그램|
|--------------------------|---------------------------------------------------------------------------------|-------------------------------------------------------------------------------------|
| 손 바느질기 Hand Seamers|- 용량: 0. 5 - 2 mm (알루미늄 / 강철)<br> 벤드 - 각도 범위: 0 - 180 °<br>- 전원이 필요하지 않습니다. | HVAC 덕트를 이음매하고 작은 판금 탭을 구부리십시오 (예:전자 엔클로저 (Electronic enclosure) |
| 수동 벤치 가위|- 절단 용량: 0. 1 - 3 mm (강철)<br>- 목구멍 깊이: 100 - 300 mm<br>- 기계적 레버 작동. | 작은 브래킷을 위해 직선 모서리를 절단하여 판금 백을 자릅니다. |
| 수동 프레스 브레이크| 굽힘 용량: 0. 5 - 2 mm (강철)<br>- 최대 벤드 길이: 300 - 600 mm<br>- 수동으로 크랭크를 조정합니다. | 작은 부품을 구부리는 경우 (예:보석 구성요소, 모델 항공기 프레임) |
| 판금 노치|- 노치 깊이: 10 - 50 mm<br>- 용량: 0. 1 - 2 mm (강철)<br>- 벤치마운트| 상자 모서리에 대한 노치를 절단하고, 굽힘을 위해 판금을 준비합니다. |
주요 이점: 낮은 초기 비용 ($50 - $500), 최소 공간 요구 사항 (표준 워크벤치에 적합), 전력 의존성 없음.
2.2전력 구동 판금 성형 장비 (중량 생산)
중간 규모 (100 - 10, 000 부품) 프로젝트에서 얇은 ~ 중간 게이지 (0. 5 - 6 mm) 금속을 사용합니다.자동차 애프터마켓, HVAC 제조 및 맞춤 제작에 사용됩니다.
| 도구 유형| 기술 사양| 이상적인 응용 프로그램|
|--------------------------|---------------------------------------------------------------------------------|-------------------------------------------------------------------------------------|
| Pneumatic Press 브레이크| 굽힘 용량: 0. 5 - 4 mm (강철)<br> 절곡부 - 길이: 600 - 1200 mm<br>- 힘: 5 - 20 kN<br>- CNC 제어 (선택적 반복성) | 대량 생산 브래킷, 자동차 트림 패널을 구부리고 HVAC 피팅을 형성합니다. |
| 롤 포머|- 재료 두께: 0. 5 - 3 mm (강철 / 알루미늄)<br>- 프로파일 범위: C - 채널, U - 보, 사용자 정의 횡단면<br> 속도: 5 - 20 m / min.| 긴 구조적 구성 요소 제조 (예:지붕 트러스, 선반 브래킷), 연속 길이 부품. |
| Pneumatic Forming Press|- 힘: 10 - 50 kN<br>- 스트로크 길이: 50 - 200 mm<br>- 사이클 시간: 10 - 30 cycles / min.| 판금에 로고를 스탬핑하여 얕은 3 D 부품 (예:전자기기 패널, 전자 케이스) |
주요 이점: 속도 (수동 공구보다 빠르다) 와 정밀도 (± 0. 1 mm 공차) 의 균형을 맞추고, 적당한 초기 비용 ($ 2, 000 - 20, 000) 을 제공합니다.
2.3 Heavy - Duty Forming Equipment (Industrial / High - Volume Production)
대용량 (10, 000 개 이상의 부품) 또는 무거운 금속 (6 - 100 mm 이상) 용도로 설계되었습니다.자동차, 항공우주 및 산업 기계 제조에 필수적입니다.
| 도구 유형| 기술 사양| 이상적인 응용 프로그램|
|--------------------------|---------------------------------------------------------------------------------|-------------------------------------------------------------------------------------|
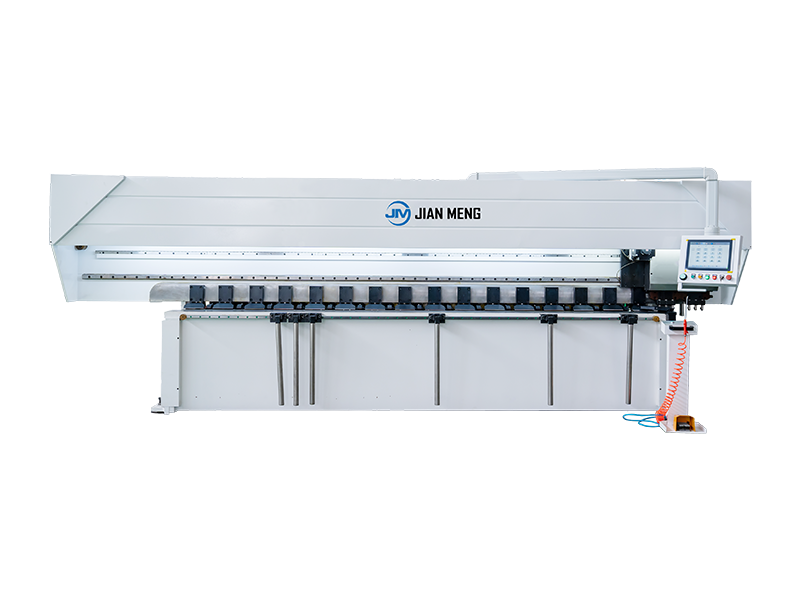
| 유압 프레스 브레이크| 굽힘 용량: 3 - 25 mm (강철)<br> 절곡부 - 길이: 1. 2 - 6 m<br>- 힘: 50 - 500 kN<br>- 복잡한 다축 벤드용 CNC 제어. | 두꺼운 자동차 섀시 구성요소를 구부리고 대형 구조 강판을 형성합니다 (예:건설 빔 (Construction Beams) |
| 수압 Forging Press| 힘: 100 - 5, 000 kN<br>- 스트로크 길이 : 100 - 500 mm<br>- Hot / cold forging 호환| 엔진 크랭크샤프트, 기어 백 및 중기계 부품 (예: Excavator Bucket) 입니다. |
| 연속 롤 포머|재료 - 두께: 1 - 6 mm (강철)<br>- 속도: 20 - 50 m / min<br>- 통합 절단 시스템 (정확한 길이 제어) | 자동차 프레임 레일, HVAC 덕트, 태양광 패널 장착 브래킷을 대량 생산합니다. |
주요 이점: 높은 처리량 (최대 1, 000 ppm), 두꺼운 / 고강도 금속 처리 능력 (예:스테인레스 스틸, 티타늄) 및 자동 생산을 위한 CNC 통합.
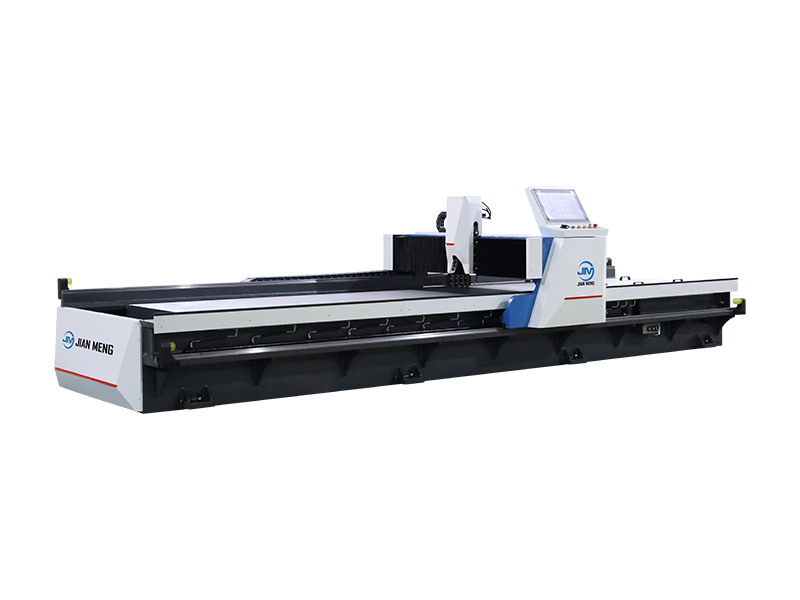
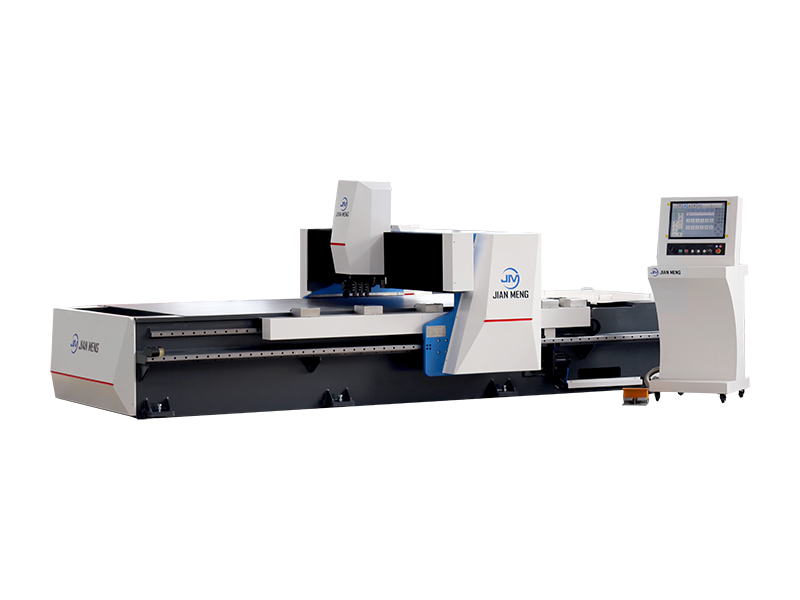
2.4 Universal Forming Machines (다용성 / 혼합 프로젝트 작업장)
최소한의 도구 변경으로 여러 가지 성형 작업 (구부, 절단, 스탬핑) 을 수행하도록 설계된 올인원 시스템.다양한 프로젝트 요구 사항 (예 : Custom manufacturing shop, R & D lab (사용품 제조 샵, R & D 랩)
| 기계 유형| 기술 사양| 이상적인 응용 프로그램|
|----------------------------|---------------------------------------------------------------------------------|-------------------------------------------------------------------------------------|
| CNC Universal Forming Center (CNC 유니버설 성형 센터)|- 통합 기능: 굽힘, 펀치, 전단<br>재료 용량: 0. 5 - 6 mm (강철)<br>- CNC 프로그래밍 (복합 부품 형상용) | 새 부품의 프로토타입 (예:가전 제품 케이스), 혼합 부품 (bracket, panel, enclosure) 의 소량 생산. |
| 유압 유니버설 프레스|- 힘: 20 - 200 kN<br>- 교환 가능한 다이 (구부, 스탬핑, 프레스용)<br>- 조정 가능한 스트로크 길이 (0 - 300 mm). | 다양한 형상을 가진 사용자 부품 형성 (예:항공 우주 프로토 타입, 산업용 패스너), 조립 부품 (예: [잡담] 짱이|
주요 이점: 장비 사용량을 줄이고 (1 대의 기계가 3 ~ 4 개의 특수 도구를 교체할 수 있음), 혼합 프로젝트의 설치 시간을 단축하며, 변화하는 생산 요구 사항에 적응할 수 있습니다.
3. Critical Selection Criteria: 기술적 및 운영적 요소
과도한 지정 (예산 낭비) 또는 과소 지정 (품질 손상) 을 피하려면 프로젝트 요구 사항에 따라 다음 요소를 평가하십시오.
3.1프로젝트 기술 요구 사항
- 재료 사양:
- 유형: 알루미늄 (부드러운, 낮은 힘 필요) 대 강철 (더 단단한, 더 높은 힘 필요) 대 티타늄 (고강도, 유압 장비 필요).
- 두께 / 게이지: 얇은 금속 (< 3 mm) 은 공압 / 수동 도구로 작동; 두꺼운 금속 (> 6 mm) 은 유압 장비를 필요로합니다.
- 성형성: 가연성 금속 (온강, 알루미늄) 은 대부분의 공구와 호환되며, 부서지기 쉬운 금속 (주철) 은 특수 단조 장비가 필요합니다.
- 부품 형상:
- 2 D 대 3 D: 평면 벤드 (2 D) 는 프레스 브레이크를 사용합니다. 곡선 / 복잡한 3 D 쉐이프 (예:자동차 펜더) 는 롤 형성기 또는 공압 형성 기계를 필요로합니다.
- 공차: 엄격한 공차 (± 0. 05 mm, 예:항공우주 부품) 은 CNC 제어 장비가 필요합니다; 느슨한 공차 (± 0. 5 mm, 예: HVAC 덕트) 는 수동 / 공압 공구로 작동합니다.
- 생산량:
- Low Volume (< 100 parts): 수동 / 벤치 톱 도구 (비용 효율적이고 설치 시간이 최소화됨)
- Medium Volume (100 - 10, 000 parts): 공압 / CNC 전동 공구 (속도와 비용의 균형).
- 대용량 (> 10, 000 부품): 유압 / 자동 장비 (최대 처리량, 인건비 절감)
3.2운영 제약 조건
- 공간 가용성:
- 벤치 톱 도구: 작업용 벤치 공간 0. 5 - 1 m 2 필요
- 동력 구동 도구 (공압 프레스 브레이크): 2 - 5 m 2 의 바닥 공간이 필요합니다.
- 산업용 유압 프레스: 10 - 50 m 2 (재료 취급을위한 클리어런스) 가 필요합니다.
- 전원 및 유틸리티 액세스:
- 수동 도구: 전원이 필요하지 않습니다.
- 공압 공구: 압축 공기 (6 - 10 bar, 10 - 50 m 3 / h) 가 필요합니다.
- 유압 / CNC 공구: 220 V / 380 V 전력 (5 - 50 kW) 및 냉각 시스템 (높은 듀티 사이클용) 이 필요합니다.
- 스킬 레벨:
- 수동 도구: 최소한의 교육 (1 - 2 시간).
- 공압 / CNC 공구: 제어 / 프로그래밍에 대한 교육 (1 - 2 주) 이 필요합니다.
- 산업용 유압 장비: 인증된 운영자가 필요합니다 (전문 교육, 1 - 3 개월).
3.3총소유비용 (TCO)
TCO 는 운영, 유지 보수 및 도구 비용을 포함하는 초기 비용으로 구성된 하나의 구성 요소입니다.
- 초기 비용:
- 수동 도구: $50 - $500.
- 공압 / CNC 공구: $2, 000 - $50, 000
- 산업용 유압 장비: $50, 000 - $500, 000 +
- 운영 비용 :
- 공압 공구: 공기 소비량 (10 - 50 m 3 / h, ~ $0. 50 - $2 / h).
- 유압 공구: 에너지 소비 (5 - 50 kW, ~ $ 1 - $ 10 / 시간) + 유압 유체 교체 ($ 100 - $ 500 / 년).
- 유지 보수 비용:
- 수동 도구: 최소 ($ 10 - $ 50 / 년 윤활).
- 전동 공구: 연간 서비스 ($500 - $5, 000 / 년 CNC / 유압 시스템) + 다이 교체 ($100 - $10, 000 / 다이, 복잡성에 따라).
예제: 5, 000 달러짜리 공압 프레스 브레이크는 연간 1, 000 달러의 운영 / 유지 보수 비용이 들 수 있으며, 500 달러짜리 수동 브레이크는 연간 50 달러의 비용이 들 수 있지만, 공압 모델은 시간당 10 배 더 많은 부품을 생산하므로 중간 규모의 프로젝트에서 비용 효율적입니다.
4.어플리케이션별 장비 권장 사항
선택을 단순화하기 위해 아래는 일반적인 프로젝트 유형에 대한 권장 사항입니다.
| 프로젝트 유형| 재료 / 두께|이상적인 장비| 논리|
|----------------------------|-------------------------------------------------------------------------------------|-------------------------------------------------------------------------------------|---------------------------------------------------------------------------|
| DIY / Hobbyist: 사용자 정의 브래킷| 알루미늄 / 강철 (0. 5 - 2 mm), 낮은 볼륨 (< 50 부품)| 수동 벤치 전단 + 수동 프레스 브레이크|저렴한 비용, 최소 공간, 전력 필요 없음. |
| HVAC: 덕트워크 제조|아연금 강철 (0. 5 - 1. 5 mm), 중간 볼륨 (100 - 500 부품)| Pneumatic Seamer + Roll Former| 빠른 이음새 / 롤링, 일관된 덕트 횡단면. |
| Automotive Aftermarket: Custom Fenders (자동차 애프터마켓: Custom Fenders)| 알루미늄 (1 - 3 mm), 낮은 ~ 중간 볼륨 (50 - 500 부품)| 공압 성형 프레스 + CNC 프레스 브레이크| 복잡한 곡선에 대한 정밀 벤딩, 반복 가능한 결과|
| 산업용: 엔진 크랭크샤프트|합금 강철 (50 - 100 mm), 대용량 (> 10, 000 부품)| 유압 Forging Press + 자동 재료 처리|뜨거운 단조를 위한 높은 힘, 높은 처리량을 위한 자동화. |
| 항공 우주: 티타늄 패널| 티타늄 (2 - 6 mm), 중간 볼륨 (100 - 1, 000 부품), 엄격한 공차 (± 0. 05 mm)| CNC 유압 프레스 브레이크 + 진공 형성 기계| 정밀한 힘 제어, 고강도 티타늄과 호환. |